PROBLEMA: Compresor no rinde, quemado y engranado
REPARACIÓN: Cambio de Motocompresor R-600a
Procedimiento de Reparación:
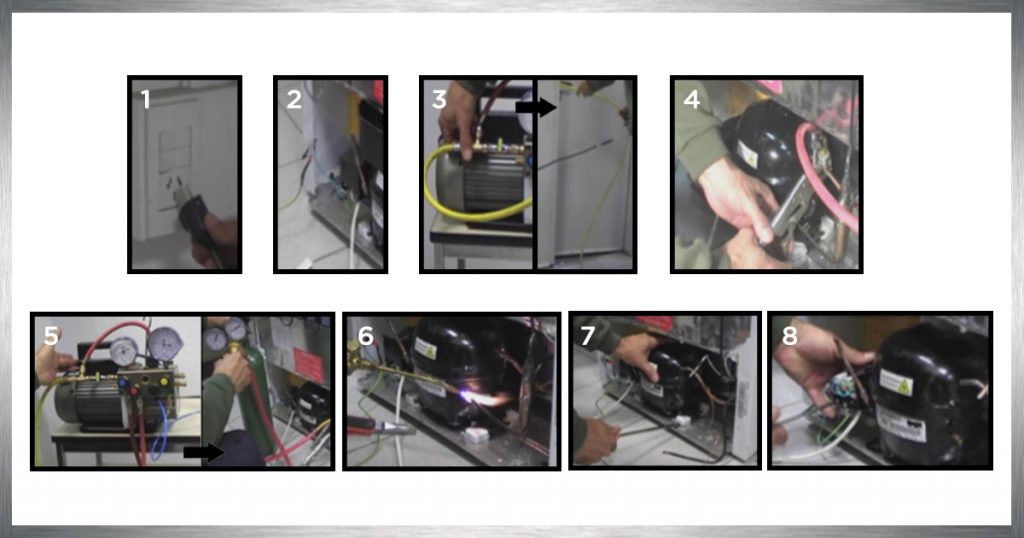
1. Lo primero es conectar la heladera a tierra para evitar saltos de chispas por corrientes estáticas (es peligroso en ambientes cerrados)
2. Luego sacar la manguera de venteo al exterior. La liberación del gas debe ser al aire libre. 3. Se conecta la manguera de venteo a la bomba de vacío, en otras salidas del manufould las pinzas pinche que se colocan sobre los caños de baja y alta del motocompresor.
4. Se abren las dos válvulas y la llave que permite ventear al exterior. Una vez nivelada la presión, abrir la entrada de la bomba de vacío, se enciende y comienza la succión. Este proceso dura unos 20 minutos.
5. Cuando el manómetro marca que el vacío es el adecuado, se cierra la válvula y se apaga la bomba, se libera la manguera de la pinza pinche del caño de alta para conectar una manguera con nitrógeno para llenar todo el circuito con este fluido y realizar la limpieza total para expulsar al exterior los restos del R-600a que hayan quedado. El tiempo de apertura del tubo de nitrógeno es de 10 segundos aproximadamente (tener en cuenta que debe ventear al exterior). Se cierra y se liberan las 2 pinzas pinche.
6. Se liberan los caños del motocompresor, cortando o desoldando. Todos estos procesos se deben hacer con antiparras de soldado. Luego se desuelda el filtro y se corta el capilar.
7. El paso siguiente es la liberación del motocompresor con la ayuda de un destornillador para quitar los anclajes. Se accede a la bornera para liberar los cables que la conectan con el motocompresor.
8. Una vez liberado, se desconecta la bornera y se retira el motocompresor.
Procedimiento de reparación parte 2:
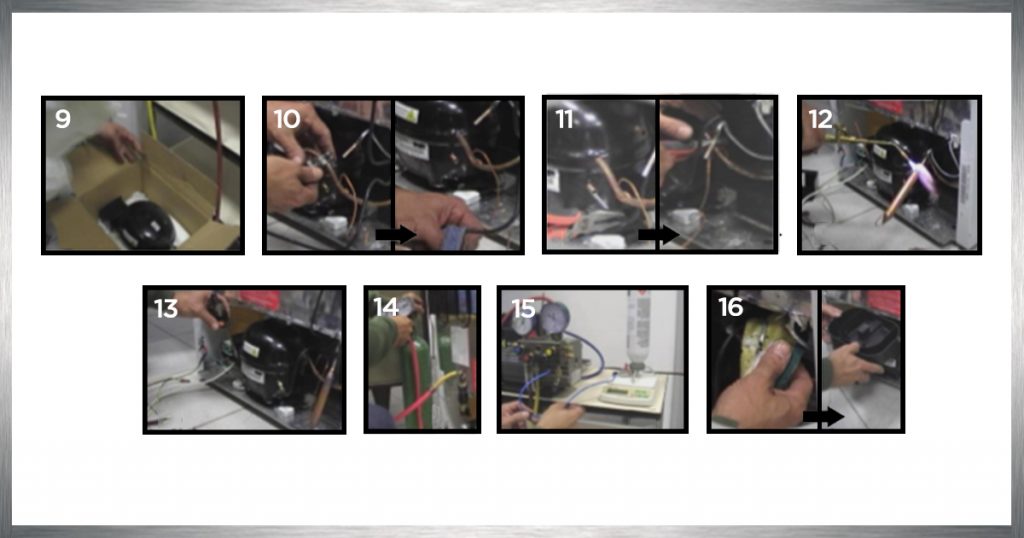
9. Se reemplaza por uno nuevo de idénticas características. Lo primero es fijar los anclajes.
10. Se conecta toda la parte eléctrica y con la ayuda de una pinza, se cortan los caños en la parte usada, se lijan los extremos de los caños para proceder a soldarlos. Verificar que no queden cerrados los caños.
11. Con la ayuda de una pinza, introducimos los caños de alta y baja en el motocompresor, también el del filtro molecular y el capilar, sin que toque la malla para evitar que se tape.
12. Se utiliza el decap ante para la soldadura de hierro-cobre de los 4 elementos.
13. Para mejorar el trabajo, se coloca un caño de apéndice de acople rápido para conectar la manguera para vacío.
14. Se presuriza con nitrógeno para controlar perdidas. Con la ayuda de una esponja embebida en jabón se debe verificar las uniones de soldaduras. La presencia de burbujas es señal de que hay perdida. En ese caso se debe desoldar, limpiar las superficies y volver a soldar. Nuevamente se debe hacer la prueba con nitrógeno para verificar que esta vez no haya perdida. Verificado lo anterior, se puede hacer la prueba de vacío. Se abre la válvula de acceso y luego la que conecta a la de baja de la bomba. Se prende la Bomba y empieza a realizar el vacío. El vacuómetro empezará a indicar la baja de presión. Esta operación dura unos 20 minutos aproximadamente.
15. Comienza la carga del gas R 600a conectando una manguera de carga al tubo que contiene el gas, que siempre debe estar colocado sobre una balanza. La carga varía de acuerdo al modelo. (ver etiqueta de características).
16. Con un detector de fuga se verifica que no haya perdida de gas R 600a. Luego con una pinza de sellar se cierra el apéndice y se suelda el extremo.
Finalmente se coloca la bandeja recolectora de agua.