PROBLEMA: Falta de refrigerante en heladera
REPARACIÓN: Pérdida interna en heladeras
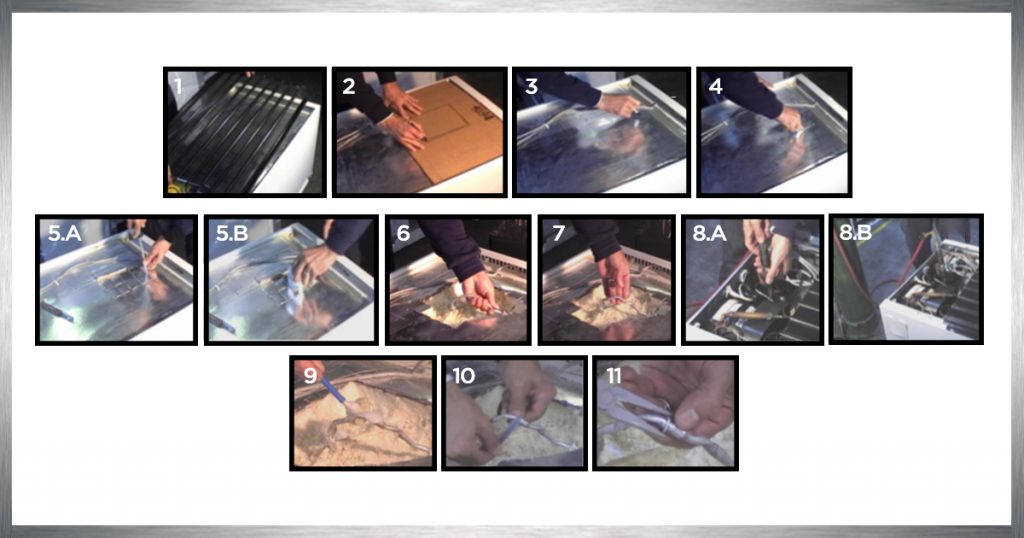
Procedimiento de Reparación:
1. Para trabajar mas cómodo, conviene acostar la heladera teniendo la precaución de no dañar las puertas y se retira el condensador para poder acceder a la espalda del gabinete.
(Fig. 1)
2. Se marca la zona a donde se realizará la intervención, pudiendo usar una plantilla o foto para saber donde pasan los caños. (Fig. 2)
3. Con un marcador, se marca el límite por donde se hará el corte. (Fig. 3)
4. Con un elemento cortante, se procede a cortar y retirar la espuma de poliuretano.
(Fig. 4 y 5A)
5. Se limpia el lugar y se levanta el caño donde está la perdida de manera que haga fácil el acceso para soldar. (Fig. 5B)
6. Se puede detectar la perdida por la presencia de aceite al tacto con el caño. (Fig. 6 y 7)
7. Con nitrógeno se hace el barrido (hasta 9 kilos) que ayuda a detectar la zona de la perdida. (Fig. 8A y 8B)
8. Cuando la cañería tiene presión, se coloca detergente en la zona para ubicar el lugar exacto de la perdida. (Fig. 9)
9. Se procede a limpiar la zona. (Fig. 10)
10. En la zona de la perdida, se coloca el material de aporte como una argolla de aluminio. (Fig. 11)
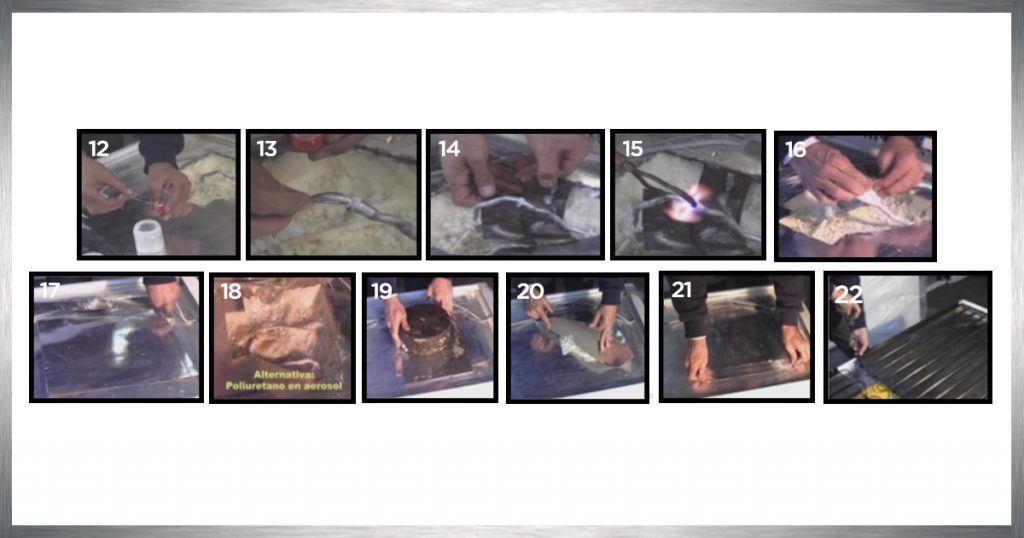
11. Se prepara un decapante para usar en la reparación: 40% de alcohol, 60% de agua y polvo tipo “nocolok“. (Fig. 12)
12. Se lo coloca en donde se realizará la soldadura. (Fig. 13)
13. Se coloca un suplemento que permita evitar que la espuma se queme con el soldador, puede ser una chapa. (Fig. 14)
14. Se procede a realizar la saldadura. (Fig. 15)
15. Una vez que se enfría se recubre el caño con material que lo aísle del poliuretano.(Fig. 16)
16. Se corta un cartón igual al material que se usa en las espaldas de las heladeras para cubrir la zona que se trabaja y se lo fija con una cinta metálica en un borde. (Fig. 17)
17. Se coloca el poliuretano para que se expanda y cubra la zona donde se trabajó. (Fig. 18)
18. Conviene colocar una chapa sobre la zona para lograr mejor llenado y a la vez contener la expansión de la espuma de poliuretano. (Fig. 19)
19. Se retira el exceso cortando a ras con una hoja de sierra y se verifica que la espuma trabajó correctamente. Se deja enfriar. (Fig. 20)
20. Con cinta metálica adhesiva se fija el resto del cartón. (Fig. 21)
21. Se atornilla el condensador y se carga con gas R-600a. (Fig. 22)